
- Мурун зым штангаларды тазалоо жана фосфаттоо
Көптөгөн металл буюмдарынын фосфаттоосу көбүнчө чөмүлүү жолу менен ишке ашырылат жана зым таякчаны пилинг жана фосфатташтырууну колдонуунун көптөгөн жолдору бар:


Жерге бир нече резервуарларды орнотуп, оператор электр көтөргүч аркылуу даярдалган бөлүктөрдү тиешелүү цистерналарга салат.Туз кислотасын, фосфаттоо эритменин жана башка өндүрүштүк каражаттарды резервуарга салыңыз жана даярдалган материалды туздоо жана фосфаттоо максатына жетүү үчүн белгилүү бир температурада жана убакытта чылап алыңыз.
Бул кол менен иштөө ыкмасы төмөнкү кемчиликтерге ээ:
Ачык туздоо, туздоо жолу менен өндүрүлгөн кислота туманынын чоң көлөмү түздөн-түз цехке төгүлүп, имараттарды жана жабдууларды коррозияга учуратат;
Кислота туман операторлордун ден соолугуна олуттуу таасир этет;
Пикирлөө жана фосфаттоо процессинин параметрлери оператор тарабынан толугу менен көзөмөлдөнөт, бул туш келди жана продукциянын туруктуулугуна таасирин тийгизет;
Кол менен иштөө, натыйжалуулугу төмөн;
курчап турган чөйрөнү олуттуу булгашат.
Пиклинг жана фосфаттоо боюнча жаңы электр линиясынын өзгөчөлүктөрү

Толугу менен жабык өндүрүш -
Өндүрүш процесси тышкы дүйнөдөн обочолонгон жабык резервуарда жүргүзүлөт;
Түзүлгөн кислота туман тазалоо тазалоо үчүн кислота туман мунарасы тарабынан алынат;
Айлана-чөйрөнүн булганышын бир топ кыскартуу;
Өндүрүш процессинин операторлордун ден соолугуна тийгизген таасирин изоляциялоо;
Автоматтык иш-
Толук автоматтык иштөөнү, үзгүлтүксүз өндүрүштү тандай алат;
Өндүрүштүн жогорку эффективдүүлүгү жана чоң өндүрүш, өзгөчө ири өндүрүш жана борборлоштурулган өндүрүш үчүн ылайыктуу;
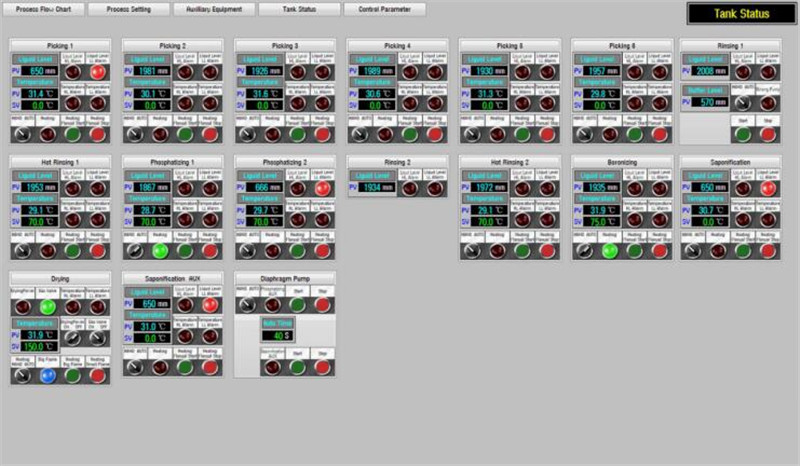
Процесстин параметрлери автоматтык түрдө компьютер тарабынан башкарылат жана өндүрүш процесси туруктуу;

олуттуу экономикалык пайда-
Автоматтык башкаруу, туруктуу процесс, чоң өндүрүш, чыгашалуу экономикалык натыйжалуулук;
Азыраак операторлор жана аз эмгек сыйымдуулугу;
Жабдуу жакшы туруктуулукка ээ, бир нече эскирүүчү бөлүктөрү жана өтө аз тейлөө;
Туздоо цехинин долбоорунун үзгүлтүксүз бүтүшүн камсыз кылуу үчүн биз ишти 5 этапка бөлдүк:

Алдын ала пландаштыруу

Ишке ашыруу

Технология жана колдоо

Аяктоо

Сатуудан кийинки тейлөө жана колдоо
Алдын ала пландаштыруу
1. Так талаптар.
2. Техникалык-экономикалык негиздеме.
3. Долбоордун жалпы концепциясын тактаңыз, анын ичинде график, жеткирүү планы, экономика жана макет.
Ишке ашыруу
1. Негизги инженердик долбоор, анын ичинде жалпы схема жана пайдубалдын толук схемасы.
2. Заводдун толук схемасын камтыган деталдуу инженердик долбоор.
3. Долбоорду пландаштыруу, көзөмөлдөө, орнотуу, акыркы кабыл алуу жана сыноо операциясы.
Технология жана колдоо
1. Жетилген жана өнүккөн электрондук башкаруу технологиясы.
2. T-Control компаниясынын техникалык колдоо тобу туздоочу заводдун бүт процессин түшүнөт жана алар сизге инженердик долбоорлоо, көзөмөл жана колдоо көрсөтөт.
Аяктоо
1. Алгачкы жардам жана өндүрүштү колдоо.
2. Сыноо операциясы.
3. Тренинг.
Сатуудан кийинки тейлөө жана колдоо
1. 24 саат жооп берүү ишеним телефону.
2. Сиздин туздоо заводуңуздун атаандаштыкка жөндөмдүүлүгүн тынымсыз оптималдаштыруу үчүн рыноктун алдыңкы кызматтарына жана технологияларына жетүү.
3. Сатуудан кийинки колдоо, анын ичинде алыстан мониторинг жүргүзүү жана көйгөйлөрдү чечүү.